








溶融亜鉛めっきは、ブラケット、鋼構造物、鋼形材、鋼管などの加工鋼製品を溶融亜鉛に浸漬し、鉄と亜鉛の冶金学的反応によって一連の亜鉛-鉄合金層が形成され、堅牢なコーティングを提供します。鋼鉄の不可欠な部分です。 溶融亜鉛めっきは、中空部分の外側と内側の両方をカバーし、損傷すると自己修復し、自らを犠牲にして母材を保護し、環境的に持続可能で、耐衝撃性と耐摩耗性に優れ、50 年以上のメンテナンスフリーの寿命を持ちます。 。 亜鉛メッキ鋼は、腐食保護が必要な用途で広く使用されており、表面の結晶化したパターンによって識別できます。 このプロセスでは、鋼を保護し、多くの状況で腐食を防ぐことができる強力な材料である炭酸亜鉛 (ZNC03) が生成されます。この鋼の表面処理プロセスは、安価で大量のバッチで実行できます。
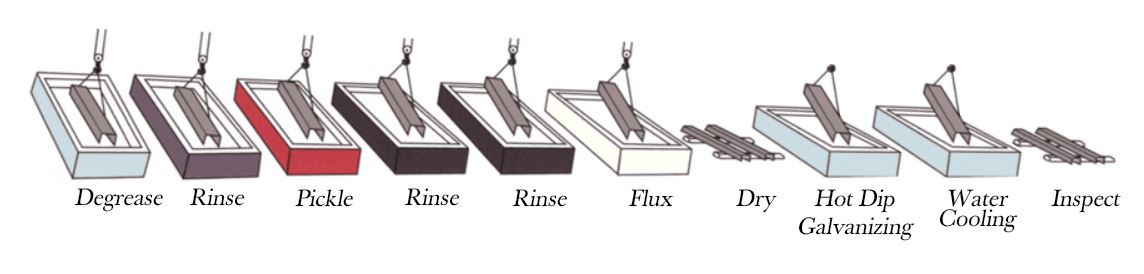
| 溶融亜鉛めっき処理 |
√ 油分や汚れを除去する苛性洗浄
√ 鋼や鉄の表面のスケールを除去する酸洗
√ 2回のすすぎ工程
√ 亜鉛・塩化アンモニウムフラックス浸漬
√ 溶融亜鉛浴への浸漬
√ 急冷タンクに浸漬して温度を下げ、新しく形成されたコーティングと大気との望ましくない反応を抑制します。
ファブマン亜鉛めっきプロセス
| ケイ素とリンの効果 |
溶融亜鉛めっきの特性に及ぼすシリコンとリンの影響 | ||||||
| クラス | SiとPの関係 | 初期の外観 | 機械的損傷に対する耐性 | コーティングの質量 | 一般的な使用方法 | |
| A | 熱間圧延 | Si < 0.02 パーセント ; Si プラス 2.5P < 0.09 パーセント | 素晴らしい、 通常は光沢のある | 素晴らしい | 一般的には~よりも優れている 通常の要件 | の遵守 標準、 素晴らしい 腐食防止 |
| 冷間圧延 | Si < 0.03 パーセント ; Si プラス 2.5P < 0.04 パーセント | |||||
| B | 熱間圧延および冷間圧延 | {{0}.14 パーセント < Si 0.25 パーセント以下 | 良好ですが、鋼材の厚さが増すと斑点ができたり、鈍くなったりする傾向があります | 良い | 常に通常より重い。 に最適な仕様 腐食性環境 | 長期的に最適な 腐食防止 |
| C | 熱間圧延および冷間圧延 | {{0}.04 パーセント < Si 0.14 パーセント以下 | 暗くて粗い場合があります | 削減 | 厚すぎる コーティングが発生する可能性があります | 非研磨性で 環境ができる 提供 極度の腐食 保護 |
| D | 熱間圧延および冷間圧延 | Si > 0.25 パーセント | Si パーセントが増加すると増加します。 厚いコーティングが施される可能性があります 脆い。 | |||
化学組成は溶融亜鉛めっきにどのような影響を与えますか?
ASTM A385 または ISO 1461 に従って健全な亜鉛めっき表面を実現するには、これらの重要な要素を以下に示すレベルに保つ必要があります。
√ 炭素含有量は 0.25 パーセント未満
√ マンガン 1.3% 未満、
√ シリコンが {{0}} 未満。04 パーセントまたは 0.15 パーセントから 0.24 パーセントの間
√ リンは 0.04 パーセント未満。
したがって、なじみのない鋼グレードの化学を評価することは非常に重要であり、鋼の元素組成を重量パーセントで、熱に関する工場試験レポートから推定する必要があります。 工場レポート (または正確な工場レポート) を入手できない場合は、鋼グレード仕様内の化学要件表を検索するか、鋼材供給業者から範囲を取得することによって、鋼の各元素の範囲を見つけることができます。 典型的な外観と厚さのコーティングを実現するには、ASTM A385 にリストされている要素を推奨事項に従って比較する必要があります。 特に、推奨レベルを超えるシリコンとリンのレベルを含む鋼は、反応性鋼とみなされます。 シリコン当量は、溶融亜鉛めっき中の冶金反応に対するシリコンとリンの複合効果を評価するために使用されます。 シリコン当量を計算したら、サンデリン曲線の値を調べて鋼の反応性を予測します。
注: シリコン当量=Si 含有量 + 2.5*(P 含有量)
以下は、シリコン等価物による HDG への影響です。
シリコン相当量<0.04% or 0.15% - 0.22% - coating is of typical thickness and appearance.
シリコン相当量 0.04 パーセント - 0.15 パーセント (サンデリン鋼) - 外観が異なり、より厚いコーティングが形成されます。 ニッケル合金亜鉛浴を使用すると、サンデリン効果が軽減され、典型的な塗膜厚さの光沢のある塗膜が得られる可能性が高くなります。
シリコン当量 > 0.22 パーセント - 最小要件を超える厚さのマットな灰色の粗いコーティング。 反応性のレベルと予想されるコーティングの厚さを決定するには、サンデリン曲線を参照してください。
溶融亜鉛めっき炭素鋼の品質と表面仕上げは、処理される部品の化学的性質に直接関係します。 基本的に、炭素鋼内のシリコン (Si) とリン (P) という 2 つの要素が、均一性、色 (光沢のあるまたはマットな鈍い灰色)、および相対的な滑らかさの点で表面仕上げに影響を与えます。
これらの要素の重要性を視覚化するために、それらが溶融亜鉛めっき (HDG) の品質にどのような影響を与えるかを下のグラフで確認できます。
ASTM A385 3.2に準拠した溶融亜鉛めっきの推奨元素組成 | ||
エレメント | HDG の推奨パーセント | 溶融亜鉛めっきの結果 |
シ | < 0.04 % or 0.15% - 0.22% | サンデリン鋼および Si 含有量の高い鋼は、厚い、つや消し、および/または粗いコーティングを生成する可能性があります。 |
P | < 0.04% | P > 0.04% は剥離しやすい粗く厚いコーティングを生成します |
Si相当量 | < 0.04 % or 0.15% - 0.22% | Si 相当量 {{0}}.04 パーセント - 0.15 パーセントまたは > 0.22 パーセントでは、厚い、つや消し、および/または粗いコーティングが生成される可能性があります |
C | < 0.25% | Check ultimate tensile strength for steels >1パーセントC |
ん | < 1.3% | 高マンガンは茶色がかった脆いコーティングを生成する可能性があります |
| 溶融亜鉛めっきサービスと品質管理 |
Fabmann はスピン亜鉛めっきを含むターンキー溶融亜鉛めっきサービスの提供に専念しており、BS EN ISO 1461:2009、ASTM A-123、 A-153、F-2329、AS/NZS 4680、H8641。私たちの溶融亜鉛メッキ鋼板部品広く私たちです商業建設、工業建設、送電、石油・ガス産業、風力・ソーラーボート・ドック、橋・トンネル、農業・鉱業など。
高品質の亜鉛めっきを実現するために、Fabmann は亜鉛めっきの各段階から最終製品に至るまで管理しています。以下に当社のプロセス管理の主要な概要を示します。
√ ASTM A385 に従って健全な亜鉛めっき表面を実現するには、鉄または鋼のこれらの重要な元素を以下に示すレベルに保つ必要があります。そのため、Fabmann は亜鉛めっきに適合する鋼材のみを購入し、それが最高の亜鉛めっき品質の基礎となります。
1. 炭素含有量が 0.25 パーセント未満
2.マンガン1.3パーセント未満、
3. サンデリン曲線に基づいて、シリコンが 0.04% 未満、または 0.15% ~ 0.24% の間)
4. リンが 0.04 パーセント未満。
√ 磁気ゲージによる亜鉛めっき厚さ検査
√ 頑丈なナイフの先端で亜鉛を切るかこじ開けて、表面から亜鉛を持ち上げることによって密着性をチェックします。コーティングが剥がれると、密着性は失敗したと見なされます。
√ 溶接部の熱影響部などの残留応力の高い領域、曲げ、穴開け、せん断加工などの重冷間加工、および平滑化されていない熱切断エッジの周囲の亀裂チェック。
√ 酸の流れ、汚れ、排水スパイク、アカ吹き、亜鉛灰、未塗装部、吊り跡、荒補修などの外観チェックと不良箇所の写真を掲載しています。

ひび割れ

排水スパイク

ニキビ跡

亜鉛メッキ灰

オーバーグラインディング

錆汚れ

表面の損傷

コーティングされていないスポット

亜鉛ピールオフ
√ 通常、亜鉛メッキの補修には亜鉛ペイント、亜鉛系はんだ、亜鉛スプレーがよく使われます。 亜鉛めっきの総修理面積は関連要件内でなければならず、修理前に裸の領域の範囲を測定する必要があります。
ファブマンが完成しました検査指導 ブラケット、溶接物、ファスナー、形材、板金製品、鋳鉄製品などの溶融亜鉛めっき製品をご提供いたします。両面コーティング 拡張防食作業のためのサービス。
| 溶融亜鉛メッキは錆びにくいのですか? |
答えは「はい」でもあり「いいえ」でもあります。 亜鉛メッキは鋼鉄の上に亜鉛メッキを施すもので、他の金属表面処理よりもはるかに長く錆や腐食を防ぐことができ、50年以上の防食機能を発揮します。 しかし、最終的には錆が発生し、腐食が発生することは避けられません。 しかし、なぜ?
腐食とは、酸素が金属表面を攻撃し続けることで金属が分解し、酸化鉄が金属本体から剥がれ落ち、新鮮な金属が酸素にさらされることです。 腐食の速度は、露出した新鮮な金属の周囲の状況によって異なります。
なぜ多くの人が溶融亜鉛めっきが錆を防ぐことができると考えているのか、それは亜鉛が鋼とよく結合し、酸素や水がその下の鋼に到達するのを防ぐためです。 亜鉛めっきでは鋼の表面に酸化亜鉛の層が形成されますが、この層は水分が存在すると炭酸亜鉛に変化し、さらなる化学反応が遅くなります。
もしそうなら、なぜ亜鉛メッキ鋼板は永久に長持ちしないのでしょうか?その理由は次のとおりです。
まず第一に、炭酸亜鉛は次のような特定の条件下でゆっくりと分解します。
√ 湿度 60% 以上、典型的な例は熱帯環境です。
√ 水または空気中の塩化ナトリウム(塩)。典型的な例は海洋または沿岸地域です。
√ 都市部の二酸化硫黄汚染
√ 火山、温泉、下水道などからの硫化水素にさらされる地域ガス そして産業汚染物質。 または、塩化物や硫酸塩を含む石膏やセメントなどの強アルカリ物質に近い場所。
√ 酸性雨水第二に、腐食は次の側面にも依存します。
√ 空気条件、高湿度または低湿度、塩、酸、または産業汚染物質への曝露。
√ 土壌の状態、泥で濡れている、または砂で乾燥している。
√ 高温だけでは亜鉛は分解されませんが、湿気や湿気と組み合わせると反応が促進されます。上記の他の腐食要因。
したがって、亜鉛メッキ鋼板は錆びるのが非常に遅いため、錆びにくいと言えます。
| 溶融亜鉛めっきのメリット |
溶融亜鉛めっきは、ステンレス鋼に比べてコストがかからず、耐食性が要求される用途に広く使用されており、コストやライフサイクルの点で優れていると考えられています。 亜鉛めっきの特徴は金属表面の結晶化パターンであり、下地の鋼が腐食し始める前に亜鉛コーティングが完全に腐食します。 溶融亜鉛めっきのコストは、塗装や粉体塗装に比べてはるかに安価です。 さらに、溶融亜鉛めっきは、長寿命でメンテナンスの手間がかからない腐食保護を提供するため、1 世紀以上にわたって世界中で使用されています。
| 溶融亜鉛めっきの応用産業 |
√ 農業
√ 農業
√ インフラストラクチャー
√ 鉱山とトンネル
√ 太陽光エネルギー
√ 水産養殖
√ 工事

亜鉛メッキアングル

亜鉛メッキCプロファイル

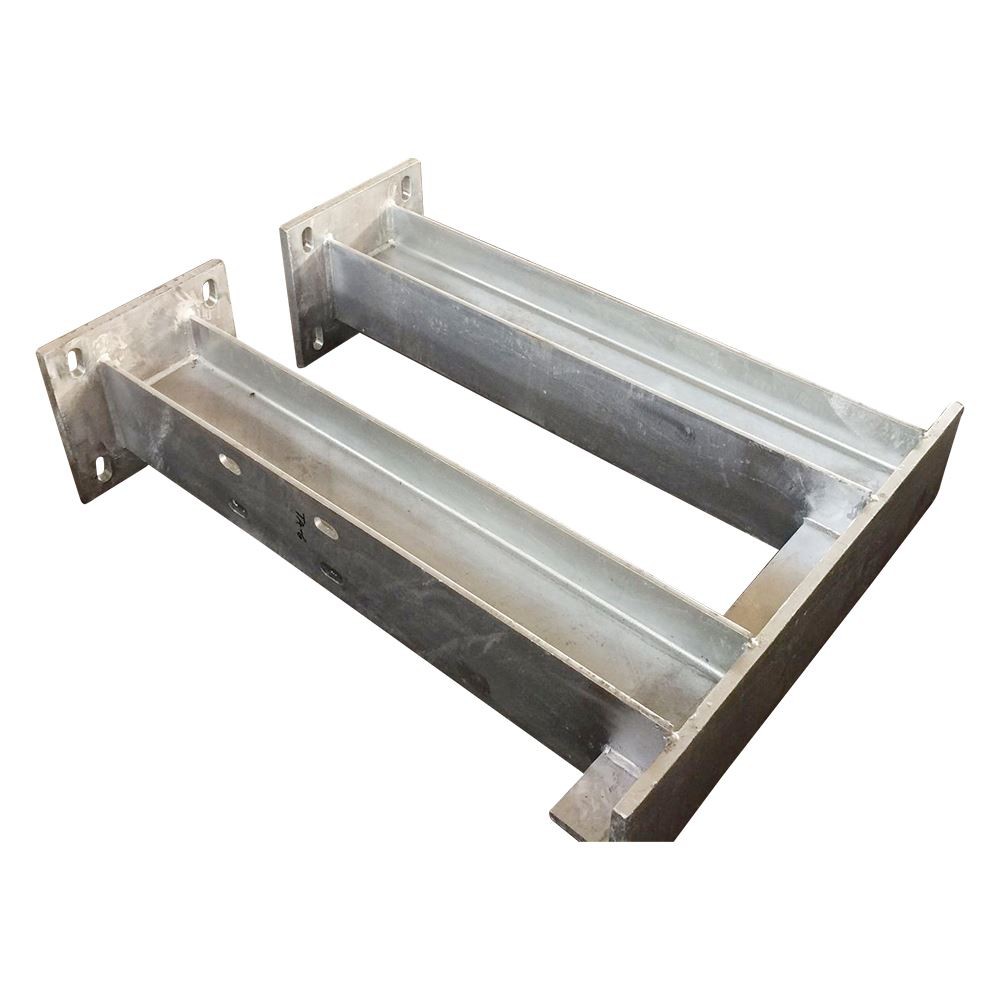
亜鉛メッキカスタムブラケット

亜鉛メッキポストベース
亜鉛メッキセクションポスト

亜鉛メッキスチールケース

亜鉛メッキサポートアーム

亜鉛メッキポストブラケット

溶融亜鉛メッキCポスト

溶融亜鉛メッキ頑丈ブラケット

溶融亜鉛メッキシグマポスト

溶融亜鉛メッキソーラートラッカーポスト
溶融亜鉛めっき:完全購入ガイド
なぜ溶融亜鉛めっきをするのか?
溶融亜鉛めっきコーティングは、鋼の耐食性能を向上させ、最小限のメンテナンスで可能な限り長持ちするように鋼に適用されます。 溶融亜鉛メッキ鋼板は屋外で長期間使用することを目的としており、データによると、溶融亜鉛メッキは鋼鉄を 34 ~ 170 年間保護できることが示されています。
溶融亜鉛めっきは鋼の強度にどのような影響を与えますか?
多くの試験データによると、溶融亜鉛めっきが標準グレードの鋼の機械的特性に及ぼす影響は非常に限定的であり、無視できることが示されています。 亜鉛めっきプロセスに含まれる温度は構造用鋼の遷移温度よりもはるかに低いため、これは鋼冶金に関連する原則と一致しています。
溶融亜鉛メッキ鋼板の溶接にはどのような方法が最適ですか?
アーク溶接は多用途であり、交流によりフラックスを素早く溶かす良好なアークを生成できるため、標準的なアーク溶接機がおそらく最良の方法です。 アーク溶接ではフラックスが発生する場合があるため、可能であれば屋外で溶接することを検討するか、非常に優れた社内換気システムが必要になる場合があります。
ファスナーや小さな鋼部品はどのように溶融亜鉛メッキされますか?
これらを穴のあいた金属製のバスケットに入れ、溶融亜鉛に完全に浸します。 冶金反応が完了すると、製鉄所は完全にコーティングされます。 バスケットは高速で遠心分離されるため、回転動作により余分な亜鉛が除去され、亜鉛コーティングの均一な分布が向上し、同時に製造された鋼片が互いにくっつくのを防ぎます。 このプロセスはスピン亜鉛メッキまたは遠心亜鉛メッキと呼ばれ、この亜鉛メッキ溶液はファスナー、小さなブラケット、小さな鋼部品に適しています。
溶融亜鉛めっきプロセスでは、長いロール成形された鋼のプロファイルが歪みますか?
はい、冷間成形された鋼部品やロール成形されたプロファイルや鋼は、亜鉛メッキプロセス中に反りや歪みが発生する可能性があります。 これは、亜鉛メッキ工程での吊り下げ作業や吊り上げ作業中の残留応力の解放と重量の不均衡が原因であり、この状況を回避するには特別な注意が必要です。
亜鉛めっき変形とは何ですか?
溶融亜鉛めっき中に鋼部品が歪む場合、これは通常、部品が亜鉛めっき温度まで加熱されるときに「内蔵」応力が解放されることが原因です。 応力は鋼に固有のものである可能性がありますが、溶接、冷間成形、穴あけによっても導入される可能性があります。
溶融亜鉛めっき工程中の変形を避けるにはどうすればよいですか?
私たちの経験に基づいて、亜鉛メッキされる鋼部品は対称で、同様の厚さである必要があります。 溶融亜鉛めっきプロセスがブラケット、溶接部、鋼製プロファイルなどの鋼部品にどのような影響を与えるかを適切に検討し理解することで、曲げ、穴開け、圧延などの冷間加工技術を使用して、非対称のデザインや厚さの異なる部分を含む構造を適切に亜鉛めっきすることができます。 、そしてシャーリング。
亜鉛めっきされる鋼部品は、亜鉛めっき浴への浸漬と亜鉛めっき浴からの引き上げによる温度サイクルを経て進行します。 部品が斜めに浸漬されるため、不均一な加熱が発生し、亜鉛メッキされる部品に沿って温度プロファイルが生じます。 この温度プロファイルにより、浸漬サイクルのさまざまな時点で鋼の内部応力を軽減できます。 これらの応力により、形状や配置の変化 (歪みや反り) が生じる可能性があります。
リスクを最小限に抑えるために、次の測定を推奨します。
✔ アングル フレームやチャネル フレームを優先して、対称的にロール成形された断面プロファイルを使用するようにしてください。
✔ 同一またはほぼ同一の厚さの部品をアセンブリ内で使用してください。
✔ 薄壁で非対称なデザインには一時的なブレースや補強を使用します。
✔ 局所的な応力集中を最小限に抑えるために、許容可能な最大半径まで部材を曲げます。
✔ アセンブリの部材を正確に予備成形するため、接合中に部材を所定の位置に力をかけたり、バネをかけたり、曲げたりする必要はありません。 バランス溶接技術を使用して接合部を連続的に溶接し、不均一な熱応力を軽減します。 亜鉛めっきされる製品では、溶接によるピンホールは非常に危険であるため、避けなければなりません。 構造溶接を行うための千鳥溶接技術は許容されます。
✔ 順浸亜鉛メッキを必要とする設計は避けてください。 アセンブリとサブアセンブリを適切なモジュールで構築し、1 回の浸漬で素早く浸漬して亜鉛メッキできるようにすることが望ましいです。 このようにして、製造物全体を均一に伸縮させることができます。 順送浸漬が必要な場合は、亜鉛めっき業者に相談する必要があります。
✔ 耐久性の高い長い鋼材プロファイルまたは薄壁 (2mm または 3mm) で作られた長い鋼材プロファイルの場合、変形のリスクを最小限に抑えるために鋼材プロファイルを直角に保持する吊り下げ治具の作成を検討する必要があります。
グレード 8 のボルトは溶融亜鉛メッキできますか?
ASTM A490、ASTM A354 グレード BD、および SAE J429 および ISO 1461 によると、グレード 8 のボルトはすべて潜在的に水素脆化の影響を受けやすいため、グレード 8 のボルトは溶融亜鉛めっきには適していません。
溶融亜鉛めっき工程における脆化を回避するにはどうすればよいですか?
ASTM A143 によれば、亜鉛めっき前の鋼の冷間加工がひずみ時効脆化を進行させる重要な要因であり、亜鉛めっきプロセスの熱は脆化の認識を促進するだけです。 熱処理と曲げ半径の増加により、ひずみ時効脆化の可能性が効果的に最小限に抑えられます。 2 番目のタイプの脆化である水素脆化は、使用中の鋼に応力がかかると認識されます。 どちらの地域でも、極限引張強さが 150 ksi (1,034 MPa) を超えるボルトなどの厳しい冷間加工された鋼材は、亜鉛めっきプロセスで使用される酸洗酸から容易に得られる水素分子を捕捉する粒子構造により、水素脆化を引き起こす可能性があります。 酸洗または酸洗の代わりにブラスト洗浄後に鋼を300°Fに加熱することは、水素脆化を防ぐ効果的な手段です。
溶融亜鉛メッキ鋼板はコンクリート中で錆びますか?
実際には、亜鉛メッキ鋼板はどんな条件下でも錆びますが、問題は腐食速度だけです。 亜鉛とコンクリートの反応は数日で効果的に止まり、完全に硬化したときにコンクリートとの強力で信頼性の高い結合を確保するのに十分な腐食生成物を生成します。 溶融亜鉛めっき鉄筋とコンクリートの間の接合は、コンクリート構造の信頼できる性能に不可欠です。
溶融亜鉛メッキ製品はステンレスと反応しますか?
はい、そうです。 ステンレス鋼と亜鉛メッキ鋼板の亜鉛は非常に似ていないため、互いに反応します。 電解質(水や塩水など)が存在すると、ステンレス鋼はマイナスに帯電したカソードとなり、亜鉛メッキ鋼板の亜鉛はプラスに帯電したアノードになります。
ステンレス鋼は溶融亜鉛メッキ部品に使用できますか?
答えは「はい」でもあり「いいえ」でもあります。 これは、亜鉛が他の金属と接触すると、バイメタル結合による腐食の可能性が存在するためです。 バイメタルカップルの生成により、陽極金属の腐食が促進されます。 加速された腐食の程度は、ガルバニック系列内の金属の位置と、接触している 2 つの金属の表面積の相対的なサイズによって決まります。
つまり、中程度から穏やかな湿度の大気条件下では、亜鉛メッキ表面とステンレス鋼との接触によって重大な腐食が発生する可能性はほとんどありません。 ただし、表面に塩水または塩水空気が存在する場合は、2 つの金属を電気的に絶縁することが最善です。
裸鋼材に溶融亜鉛メッキ部品を取り付けることはできますか?
はい、可能ですが、お勧めしません。 これは、亜鉛が非常にガルバニックな金属であるためであり、他のほとんどの金属に対して陽極となることを意味します。 そのため、溶融亜鉛めっき製品が他の金属に接続されると、亜鉛コーティングは下地の鋼鉄を保護するために自らを犠牲にするだけでなく、接続された他の金属も保護しようとします。 これにより、亜鉛コーティングの消耗が早くなり、全体の寿命が短くなります。
橋の設計に関して言えば、鋼と接触する可能性のある最も一般的な他の金属は、おそらく塗装された (裸の) 鋼、耐候性鋼、およびステンレス鋼です。 すべての炭素鋼を保護するための亜鉛テントと全体的なコーティングの性能寿命が減少するため、裸鋼を亜鉛メッキ鋼に接続することはお勧めできません。 ただし、他の鋼表面が塗装されているか、非導電性材料で絶縁されている場合、塗装または絶縁材がコーティングの寿命にわたって維持されている限り、これらの接続によって亜鉛メッキコーティングの寿命が大幅に短縮されることはありません。
溶融亜鉛めっき製品の電気腐食リスクを軽減するにはどうすればよいですか?
ガルバニ電池の生成を減らし、異種金属間の電気経路を遮断するには、2 つの解決策があります。
✔ パイプラップ、クランプライナー、摩耗パッドなどの緩衝材の適用
✔ 非導電性材料のコーティング、グリース、塗料、処理剤、またはプライマーを使用して、異種材料を絶縁します。
耐候性鋼で溶融亜鉛メッキ部品を組み立てることはできますか?
はい、できます。 溶融亜鉛めっき鋼を耐候鋼に接続する場合、たとえば耐候鋼の梁に溶融亜鉛めっきボルトを使用する場合、緑青の保護層が発達するまで、亜鉛は最初に耐候材料を保護するために自らを犠牲にします。 錆びの緑青が形成されると、亜鉛によるさらなる犠牲作用が防止されます。 したがって、2 つの金属を接続するときは、緑青が形成されるまで亜鉛メッキ皮膜が十分に厚いことを確認することが重要です。通常、このプロセスには数年かかります。 ほとんどの溶融亜鉛めっきボルトには、長年にわたる錆びの緑青の発生に耐えるだけの十分なコーティングが自然に施されており、コーティングの寿命の損失は最小限に抑えられます。
溶融亜鉛めっきの欠陥とは何ですか?
一般的な欠陥は、錆のにじみ、溶接吹き出し、溶接スパッタ、黒ずみ汚れ、溶接スパッタ、ドロス・ニキビおよび介在物、変形、汚染、排水スパイク、ドロス・ニキビ、亜鉛メッキ灰、未塗装領域、垂れ跡および粗い表面です。
鋼材に2回溶融亜鉛めっきをすることはできますか?
はい、もちろん可能です。 二重浸漬亜鉛メッキ (DDG) は、鉄、鋼、その他の金属の広い表面積を腐食から保護するために使用される工業プロセスを指します。 これは、基板金属を約 460 度 (860 度 F) の亜鉛浴に完全または部分的に浸して炭酸亜鉛 (ZnCO3) を形成することを特徴としています。 二重浸漬亜鉛めっきは、完成までに準備、亜鉛めっき、検査の 3 つのステップを必要とします。
DDG の準備には、処理する表面からの徹底的な洗浄と不純物の除去が含まれます。 グリースの除去、化学処理、物理的調整は洗浄プロセスの一部です。 鉄の表面を整えるには、塩酸や塩化亜鉛アンモニウムなどの化学薬品が使用されます。
準備後、実際の亜鉛めっきの工程を行います。 これは、溶融亜鉛に基板を浸漬して亜鉛と鉄の保護層を形成するのが特徴です。 この完了段階は、電解液中で 2 つの異なる金属が接触したときに発生する損傷である電解腐食を防ぐために非常に重要です。 より多くの貴金属が保護され、より活性な金属が腐食する傾向があります。 亜鉛メッキ後、構造のコーティングの厚さと外観が検査され、基材の表面全体の保護が均一であることが確認されます。
溶融亜鉛メッキ製品についている白い粉とは何ですか?
白い粉とは、亜鉛素材の表面に生じる白錆であり、白く粉状の物質です。 白錆は、亜鉛が水素と酸素にさらされると形成され、一般的な錆の形態である酸化鉄とは対照的に、水酸化亜鉛が生成されます。 最も頻繁に発生するのは、新たに亜鉛メッキされた材料が水または二酸化水素と接触した場合です。 白錆は特に新しく亜鉛メッキされた部品に発生しやすく、鋼の外観を損なうだけでなく、鋼の本体を保護する亜鉛の防食層にも悪影響を及ぼします。
溶融亜鉛メッキ製品の白錆を補修するにはどうすればいいですか?
白錆の除去と損傷の修復には、酸化被膜の程度に応じて主に 2 つの方法があります。
✔ ナイロンたわしと酢でこする
✔ ワイヤーブラシホイールによる機械バフ研磨。
白錆を除去した後、メーカーの指示に従ってジンクリッチスプレーを塗布できます。 どちらの方法も同様に効果的であることが証明されていますが、機械式ワイヤー バフ研磨ホイール (またはワイヤー ブラシ) を使用する方がはるかに速く、再塗装に適したきれいな表面が得られます。 非常に重要なアドバイスは、ジンクリッチペイントを塗布する前に白錆を徹底的に除去する必要があるということです。
亜鉛メッキ製品に亜鉛メッキ不動態化処理が使用されるのはなぜですか?
不動態化は、薄い透明な酸化物コーティングを形成することにより、元の耐食性溶融亜鉛めっき表面を強化する金属酸化物の結合を形成する化学プロセスです。 一般的な使用条件における亜鉛めっき鋼は、さまざまな大気条件や環境条件に対して高い耐性を持っていますが、環境、保管、輸送条件が必要な場合には、不動態化焼入れを行うことができます。 亜鉛めっき皮膜は最初の 6 週間で過剰な酸化亜鉛と水酸化亜鉛の生成に最も弱いため、不動態化剤の薄い層がそれらの生成を遅らせます。 不動態化剤がなくなると、亜鉛メッキ鋼板に保護用の亜鉛緑青が形成され始めます。 クロメート不動態化は、コンクリートの硬化中の亜鉛とコンクリートの間の反応、特に結合特性に影響を与える可能性のある水素の発生を制御するために、亜鉛メッキ鉄筋に使用されることがあります。 クロム酸塩不動態化亜鉛めっき鉄筋の接着強度のテストでは、黒色の鉄筋と比較した場合、同等かわずかに優れた接着性能が示されています。
溶融亜鉛メッキ製品への粉体塗装の問題点は何ですか?
亜鉛メッキ表面に不動態膜が存在すると、リン酸亜鉛やリン酸鉄の前処理が妨げられ、ほとんどの場合、これらの前処理が無駄になります。 溶融亜鉛めっき品は、亜鉛めっき後の焼き入れ※2をしませんのでご注意ください。
溶融亜鉛めっき鋼板製品の粉体塗装に関連する主な問題領域は次の 3 つです。
✔ ピンホール
✔ 密着性が悪い
✔ ポリエステル樹脂の硬化が不完全
ビスアロイに亜鉛メッキはできますか?
多くの困難な鋼、特に亜鉛めっきに使用される可能性が最も高い種類のばね鋼や耐摩耗性鋼 (バイサロイ) をうまく亜鉛めっきすることができます。
溶融亜鉛メッキ鋼板の上に塗装はできますか?
はい、もちろんできます。 ただし、ペイントする前に、次のことを常に覚えておく必要があります。
✔ 前処理。亜鉛メッキ鋼板の準備とも呼ばれます。
✔ 亜鉛メッキ塗装に適した塗料の種類を選択する
✔ 塗料の硬化
溶融亜鉛メッキ部品や鉄骨構造物の塗装方法は?
亜鉛メッキ製品の塗装は、塗装の準備、塗装、硬化という3つの重要な工程をしっかりと行うことができれば、それほど難しいことではありません。 以下に、塗装前の 4 つの異なる前処理プロセスを簡単に紹介します。
✔ 洗浄とは、亜鉛表面の自然硬化プロセスを加速し、その後の塗装スキームの適用を可能にする亜鉛メッキ材料の処理プロセスです。
ü エッチングプライマーは、うまく使用されており、古くて風化した亜鉛めっきへの塗布に最も適しています。
✔ スイープ ブラスト。これは、微細な銅スラグ、J ブラスト、またはカーボランダム パウダーを使用し、ブラスト圧力 40psi (2.7 bar) 以下の機械的前処理スイープ ブラスト ソリューションです。 これにより、最小限の量の酸化物のみが除去され、亜鉛の表面はわずかに荒れた状態のままになります。 非常に厚い亜鉛メッキ皮膜にスイープ ブラストを実行する場合は、皮膜への損傷を避けるために注意が必要です。 最適な結果を達成するには、亜鉛メッキ鋼板のすべての表面について最適なノズルからワークピースまでの距離とブラスト角度を特定する必要があります。 角のある鉄のブラスト砥石は、いかなる状況でも使用してはなりません。 スイープ ブラストは、化学薬品の準備段階に加えてよく使用されます。
✔ 風化、このプロセスは、亜鉛メッキの表面が少なくとも 6 か月間大気にさらされた後にのみ完全に効果を発揮します。 研磨パッドまたは硬いブラシを使用して表面を準備し、緩んだ付着物をすべて除去し、明るい亜鉛表面が復元されないようにします。 塩化物濃度の高い海洋環境では、ウェザリングを表面処理の方法として使用しないでください。
亜鉛メッキ鋼板製品に適切な塗料を選択し、すべての塗料システムは亜鉛メッキ鋼板で使用するために特別に配合し、塗料メーカーの推奨に従って塗布する必要があります。
亜鉛めっき不動態化は二相コーティングに影響しますか?
はい、両面コーティングには影響します。 部品を二重塗装(亜鉛メッキ鋼板の上に塗装または粉体塗装)する場合は、焼入れがトップコートシステムの接着に影響を与える可能性があるため、亜鉛メッキ不動態化は避けてください。
溶融亜鉛メッキ製品に高品質の粉体塗装を施すにはどうすればよいですか?
ポリエステル粉末は、亜鉛メッキ鋼製品の表面に静電的に塗布され、約 180 ℃ (約 400 °F) の温度で硬化する熱硬化性樹脂です。 この技術は、優れた大気耐候性特性を備えた魅力的な建築仕上げを備えた非常に均一なコーティングを生成します。 溶融亜鉛めっきコーティングと組み合わせることで、粉体塗装された製品は鋼製コンポーネントの耐久性を最大限に高め、通常、ほとんどの建築用途で 50 年以上の錆びない寿命を実現します。 このサウンド結果を実現するには、次の厳密な制御を行うことをお勧めします。
✔ 亜鉛メッキ製品をクロム酸塩で焼き入れしないでください。
✔亜鉛メッキ部品を裸のまま屋外に放置したり、輸送したりしないでください。
✔排水スパイクや表面の欠陥、油分や汚れをすべて取り除きます。
✔溶融亜鉛メッキ後12時間以内に粉体塗装を行うのが最適です。
✔表面汚染が発生した、またはその疑いがある場合は、粉体塗装の前に事前洗浄用に設計された独自の溶剤/洗剤で表面を洗浄してください。
✔最高の接着力が必要な場合は、リン酸亜鉛前処理を使用してください。
✔標準的な性能が必要な場合は、リン酸鉄を使用してください。 リン酸鉄にはわずかな洗浄作用があり、少量の表面汚れを除去します。 リン酸鉄は、事前亜鉛メッキ製品に最適です。
粉体塗装の前にワークを予熱し、粉体塗装の前にワークピースを完全に乾燥させる必要があります。
✔「脱気」グレードのポリエステルパウダーのみを使用してください。
✔溶剤テストにより、正しく硬化しているかどうかを確認します。
✔完全に硬化するように予熱とライン速度を調整します。
亜鉛メッキ鋼板上の粉体塗装によくある欠陥は何ですか?
溶融亜鉛めっき部品上の粉体塗装に関連する最も一般的な問題は次のとおりです。
✔ ピンホール。硬化サイクル中にポリエステルコーティング内に小さな気泡が形成されることが原因で発生します。
✔ 密着性が低い。溶融亜鉛めっきプロセスの最終段階では、しばしば弱重クロム酸ナトリウム溶液を使用して、ワークを水焼入れします。 このプロセスは、ワークを取り扱うことができるようにワークを冷却し、亜鉛めっきコーティングの表面を不動態化して表面の早期酸化を防ぎます。
✔ 硬化が不完全なポリエステルパウダーは、一定の温度 (通常 180℃) に約 10 分間維持することで最終的な有機形態に架橋する熱硬化性樹脂です。 硬化オーブンは、温度の組み合わせでこの時間を提供するように設計されています。 溶融亜鉛メッキ品の場合、断面の厚みが大きくなるため、硬化仕様を満たすために十分な硬化時間を確保する必要があります。 耐久性の高い構造物またはロール成形されたプロファイルを予熱すると、硬化オーブンでの硬化プロセスが促進されます。
ファブマンではどのような溶融亜鉛めっき製品を提供できますか?
Fabmann は、さまざまな業界用途向けに幅広い溶融亜鉛めっき製品を提供しており、当社の製品は次のとおりです。
✔ 亜鉛メッキアングル
✔ 亜鉛メッキ構造
✔ 亜鉛メッキブラケット
✔ 亜鉛メッキプロファイル
✔ 亜鉛メッキチューブプロファイル
✔ 亜鉛メッキボルトとナット
✔ 亜鉛メッキシグマプロファイル
✔ 亜鉛メッキCチャンネル
✔ 亜鉛メッキ板
✔ 亜鉛メッキフレーム
✔ 亜鉛メッキチャンネルセクション
✔ 亜鉛メッキトラス
ファブマンは溶融亜鉛めっきの品質をどのように管理していますか?
 溶融亜鉛めっきの検査ガイドライン.pdf
溶融亜鉛めっきの検査ガイドライン.pdfISO 1461 および米国亜鉛メッキ協会 (AGA) によると、溶融亜鉛めっき鋼板製品の検査は、次の点について目視検査する必要があります。
✔ スチール表面のコーティングされていない領域として定義されるベアスポットは、最も一般的な表面欠陥であり、不適切な表面処理、溶接スラグ、鋳物に埋め込まれた砂、亜鉛めっき釜内の過剰なアルミニウム、またはコーティングの付着を妨げる吊り上げ補助具が原因で発生します。狭いエリアに形成されます。
✔ 吊り跡。これはワークピースをチェーンやワイヤーで持ち上げることによって発生します。これらの吊り上げ補助具を使用すると、完成品にコーティングされていない領域が残る可能性があり、修理が必要になります。
✔ 穴の詰まり、亜鉛金属で穴が部分的または完全に詰まっている場合、液体亜鉛は表面張力が高いため、直径 3/10 インチ (8 mm) 未満の穴からは簡単に排出されないため、詰まりが発生する可能性があります。
✔ ねじ山の詰まり。製品を亜鉛めっき釜から取り出した後、ねじ山部分の排水不良が原因で発生します。 詰まったねじ山は、遠心分離機などの亜鉛めっき後の洗浄操作を使用するか、トーチで約 500 F (260 C) に加熱し、ワイヤー ブラシで払い落として余分な亜鉛を除去することによって洗浄できます。 詰まったネジ山を清掃し、納入前にナットでフィッティングテストを行う必要があります。
✔ 層間剥離と剥離。亜鉛メッキの形成プロセス中に、亜鉛メッキの上部 2 層の間の空隙が原因で発生します。 大きな亜鉛メッキ部品でよく発生します。
✔ 変形または歪みは、薄くて平らな鋼板、またはワイヤー メッシュや薄い冷間成形プロファイルなどの他の平らな素材の座屈として定義されます。 この原因は、周囲のフレームの厚いスチールと比べて、薄く平らなプレート、メッシュ、プロファイルの熱膨張率と熱収縮率が異なることにあります。
✔ 排水のスパイクや滴りは過剰な亜鉛であり、腐食防止には影響しませんが、部品を扱う人にとっては潜在的に危険です。 これらは、検査段階でバフ研磨または研削プロセスによって除去できます。
✔ ドロス包有物は、亜鉛コーティングに捕捉または同伴される独特の亜鉛-鉄金属間合金であり、多くの場合、ケトルの底から亜鉛-鉄粒子を拾うことによって発生します。
✔ 亜鉛浴中の過剰なアルミニウム、亜鉛めっき浴中の過剰な量のアルミニウムは、通常、鋼の表面にむき出しの斑点や黒い跡を作成します。
✔ ストライエーション。これは、大径鋼片の表面化学の違いや鋼と亜鉛の間の反応速度の変化によって引き起こされる、鋼部品の表面全体にわたる不規則なパターンです。
✔ 剥離。通常、鋼と亜鉛メッキ皮膜の界面に高い応力が発生し、亜鉛が剥離して鋼の表面から剥離します。 剥離は、亜鉛めっき釜への浸漬時間を最小限に抑え、亜鉛めっき鋼部品をできるだけ早く冷却することで回避できます。
✔ フラックスの混入。溶融亜鉛めっきプロセス中にフラックスが放出されなかったことによって発生する可能性があります。 開いた鋼材やチューブなどの中空部品の内部に付着したフラックスは修復できないため、その部品は不合格にする必要があります。
✔ 酸化物ライン。亜鉛メッキ鋼板の表面にある淡い色の酸化皮膜のラインであり、腐食性能には影響しません。 初期の外観のみが影響を受けます。 この状態は溶融亜鉛めっき製品の不合格の原因にはなりません。
✔ 製品が接触しているとは、亜鉛メッキ鋼板が互いに接触しているか、くっついていることを意味します。 これは通常、多数の小型製品が同じ治具に吊り下げられている場合に発生し、亜鉛メッキプロセス中に製品が接続されたり重なったりする可能性があります。
✔ 表面粗さは、製品全体に渡って凹凸のある外観を持つ均一で粗いコーティングであり、この粗い表面状態の原因は、シリコン含有量の高い熱間圧延鋼です。
✔ 実行、それらは表面上の局所的な亜鉛の厚い領域です。 流れは、亜鉛浴から取り出すときに製品の表面で亜鉛が凍結するときに発生します。 これは、材料が薄く、表面積が大きく、急速に冷却される長い鋼材のような薄いセクションで発生する可能性が高くなります。
✔ 錆び出し。製品が溶融亜鉛メッキされた後、シールされていない接合部から漏れる茶色または赤色の汚れとして現れます。 これは、溶接ビードなどの密閉されていない接合部に浸透する前処理の化学薬品によって引き起こされます。 製品の亜鉛メッキ中に、閉じ込められた処理化学薬品が水分によって蒸発し、接合部に無水の結晶残留物が残ります。 錆のにじみは、可能であれば接合部をシール溶接するか、溶融亜鉛めっき中に溶液が逃げて亜鉛が浸透できるように幅 3/32 インチ (2.4 mm) 以上の隙間を残すことで回避できます。
✔ 縞模様は、亜鉛メッキコーティングの主に長手方向の盛り上がった平行な尾根によって特徴付けられます。 これは、鋼表面の部分が周囲の領域よりも反応性が高い場合に発生する可能性があります。
✔ 表面汚染物質により、汚染物質が元々塗布されていた場所に亜鉛メッキされていない領域が形成され、表面欠陥が発生する可能性があります。 これは、前処理の洗浄ステップで除去されなかった塗料、オイル、ワックス、またはラッカーが原因で発生します。
✔ しだれ溶接により、鋼の溶接接続部の亜鉛表面が汚れます。 これらは、不完全な溶接部に浸透した閉じ込められた洗浄液によって引き起こされます。 小さな重なり合う表面のしだれ溶接を避けるために、重なり合う領域の端を完全にシール溶接します。 重なり合う大きな領域でのウィーピング溶接を避けるための最善の計画は、2 つの部品を溶接するときに 2 つの部品の間に 3/32 インチ (2.4 mm) 以上の隙間を設け、部品間の隙間を亜鉛で埋めるか、隙間をシール溶接することです。 。
✔ 溶接ブローアウト。溶接または重なっている表面の穴の周囲の裸のスポットです。 これらは、液体亜鉛への浸漬中に前処理液が密閉領域と重なった領域に浸透して沸騰することによって引き起こされます。 これにより、局所的な表面汚染が発生し、亜鉛メッキ皮膜の形成が妨げられます。
✔ 溶接スパッタ。溶接領域に隣接する亜鉛メッキの中に塊として現れます。 これは、溶融亜鉛メッキ前の部品の表面に溶接スパッタが残ることで発生します。
✔ 白錆。湿った保管汚れとも呼ばれ、新たに亜鉛メッキされた表面に白い粉状の表面堆積物が生じます。 これは、新たに亜鉛メッキされた表面が雨、露、結露などの真水にさらされることで表面の亜鉛金属と反応して酸化亜鉛や水酸化亜鉛が形成されることで発生します。 これは、亜鉛メッキのプロファイル、アングル、ブラケット、プレートなど、きつく積み重ねられ束ねられたアイテムに最もよく見られます。
✔ 亜鉛の飛び散り。亜鉛メッキ表面に緩く付着する亜鉛の飛沫やフレークとして定義されます。
✔ 亀裂、通常は残留応力が原因で発生します。 観察された亀裂を調査して、それが母材にあるかどうかを判断する必要があります。 亜鉛であれば修理可能です。 地金が入っている場合は、地金の修理が必要です。
ファブマンは ISO 1461 が要求する以上に厚い亜鉛コーティングを提供できますか?
はい、できます! 当社は、溶接、プレス部品、ブラケット、ロール成形プロファイル、またはチューブプロファイルなど、あらゆる種類の冷間成形鋼製品に厚い亜鉛コーティングを提供できます。 地下、海岸地域、雨の多い熱帯地域などの非常に腐食性の高い環境では、より厚い亜鉛コーティングが必要であることを私たちは理解しています。
Fabmann が溶融亜鉛メッキできる最も薄い鋼製品は何ですか?
当社では、溶融亜鉛メッキを施した最小厚さ 1 mm のスチール ブラケット、または長さ 2 mm のロール成形チャネル プロファイルまたはチューブ プロファイルを、変形なしまたは最小限で最大 6 メートルまで加工できます。
溶融亜鉛メッキの価格はいくらですか?
弊社の溶融亜鉛めっき価格は人件費、亜鉛費、電気代で構成されており、ワークの大きさや重量によって異なります。 頑丈な構造物または鋼断面プロファイルの場合、溶融亜鉛めっきのコストは 400 米ドルから 450 米ドル/トンです。 非常に軽いブラケットや小さなプレス部品の場合、溶融亜鉛めっきのコストは 500 米ドルから 550 米ドルです。 亜鉛メッキ加工時に変形しやすく、亜鉛メッキが非常に困難な商品の場合は、修正費用も別途ご請求させていただきます。 つまり、当社の亜鉛めっきコストは市場価格の平均レベルですが、当社の品質は中国市場で期待されるよりもはるかに優れています。
Fabmann が溶融亜鉛メッキ製品に対して提供できる保証は何ですか?
Fabmann は、ブラケット、スチール プロファイル、スチール フレーム、スチール トラス、スチール構造物、スチール チューブ プロファイル、アングル、プレート、ポスト サポートなどのすべての溶融亜鉛メッキ部品に対して 1 年間の品質保証を提供します。 当社の亜鉛めっき生産は、適切な前処理、浸漬プロセス、焼き入れプロセスという原則によって厳密に管理されています。 Fabmann は梱包と保管にも細心の注意を払い、カスタムのロール成形チューブやプロファイルに合わせたカスタム梱包ソリューションを設計できます。
Fabmann の溶融亜鉛メッキ製品の MOQ はいくらですか?
Fabmann の MOQ は実際には製品タイプによって異なります。以下に典型的な例を示します。
✔ 溶融亜鉛メッキブラケット、パレット 1 個、約 800kg-1、200kg
✔ 溶融亜鉛メッキアングル、数百kgから数トンまで
✔ 溶融亜鉛メッキ管プロファイルまたはオープンプロファイル、12 トン以上
✔ 溶融亜鉛メッキ C プロファイルまたはシグマプロファイル、12 トン以上
✔ 溶融亜鉛メッキ板、1,000kg 以上
✔ 溶融亜鉛メッキ支柱サポート、フェンス支柱サポート、パーゴラブラケット、フェンスキャップ 1,000kg 以上
Fabmann の溶融亜鉛めっき製品の総リードタイムはどれくらいですか?
Fabmann は、鋼材の製造からスピン亜鉛めっき、溶融亜鉛めっき、二重コーティングなどの最終仕上げ処理までのフルサービスを提供しており、通常は約 30-45 日かかります。 DDU サービスの提供が必要な場合は、提供することもできます。 ヨーロッパへの海上輸送時間は約 40 日、アジアのほとんどの国へは約 5-15 日です。 したがって、海上輸送を含む総生産リードタイムは、所在地によって異なりますが、50 日から 90 日です。
環境は亜鉛メッキ鋼板にどのような影響を与えますか?
溶融亜鉛めっきコーティングは、約 200℃の温度に連続的にさらされても、時折最大 275℃まで上昇しても、コーティングに影響を与えることなく耐えられます。 この温度範囲を超えると、外側の亜鉛層は分離しやすくなりますが、通常コーティングの大部分を構成する合金層は残ります。 多くの場合、合金層の融点 (約 650 ℃) までは適切な保護が提供されます。 以下の条件では、環境要素が亜鉛メッキ表面にさまざまな影響を与えます。
✔ 水中では、浸漬条件下での亜鉛の腐食速度は、pH 6 未満の酸性溶液および pH 12.5 を超えるアルカリ性溶液では高くなる可能性があります。 これらの制限内では、腐食速度ははるかに低くなります。 pH 6 ~ pH 8 の主給水中には通常、炭酸カルシウムが存在し、これが亜鉛腐食生成物とともに付着炭酸カルシウムスケールとして亜鉛めっき皮膜上に析出し、不浸透層を形成します。 この層が十分に緻密であれば、コーティングの腐食を事実上停止させ、多くの家庭用水道システムで非常に長い寿命をもたらします。 水に高濃度の未結合二酸化炭素が含まれている場合、保護スケールは形成されず、完全な保護は決して発揮されません。 家庭用水道システムの設計では、給水の特性を考慮する必要があります。 0.1 ppm 程度の少量の溶解銅が水中に存在すると、電気腐食の下で急速な孔食による腐食が発生する可能性があります。 不利な水域では、亜鉛メッキ鋼板をガルバニック陽極または適切な塗装コーティングでさらに保護する必要がある場合があります。
✔ 純水、新たに亜鉛メッキされた製品を雨水などの純水に浸漬すると、通常はさらなる作用からコーティングを保護する不溶性化合物の膜を形成する溶解塩が存在しません。 実際的な場合、この状態は、最初の浸漬中に制御された量の塩を水に添加することによって修正できます。 ほとんどの天然水には、初期の攻撃を防ぐのに十分な溶解塩が含まれており、亜鉛メッキされたタンクと機器は優れたサービスを提供します。
✔ 水温の影響により、通常の組成の冷水では亜鉛メッキコーティングが最も効果的であり、コーティングの消耗率は非常に低いため、水の貯蔵および輸送用のタンクには亜鉛メッキ鋼板がほぼ普遍的に使用されています。 約60℃から65℃では、亜鉛めっき皮膜の腐食速度が増加し、継続的な耐食性は適切な非剥離性スケールの早期形成に依存します。 温水システム内の硬水は、亜鉛めっき表面に炭酸カルシウムと炭酸マグネシウムのスケールを堆積させ、温度の影響を無効にします。 軟水では保護スケールが付着しない可能性があります。 このような場合、亜鉛メッキコーティングは温水システムには適していません。
✔ 海水、亜鉛メッキコーティングは、ほとんどの保護システムにとって深刻な腐食性を示す水没した海水条件でも比較的良好に機能します。 海水に存在する溶解塩は亜鉛と反応して保護層を形成し、腐食作用を最小限に抑えます。 海水にさらされる場所、特にスプラッシュゾーンでは、亜鉛メッキコーティングに適切なペイントシステムを追加することをお勧めします。 このような二相系システムは、海水中で鋼に利用可能な最良の保護コーティングを提供します。
土壌中では、埋設された亜鉛メッキ鋼板の腐食挙動は土壌の種類によって大きく異なります。 したがって、亜鉛めっき鋼板の寿命を見積もるには、現地の状況を知ることが不可欠です。 一般に亜鉛メッキ鋼は、コーティングされていない鋼や塗装されていない鋼よりもかなり長持ちしますが、アルカリ性および酸化性の土壌で最も優れた性能を発揮します。その場合、600g/m²の亜鉛メッキコーティングにより、鋼管の寿命はさらに約 10 年になります。 高度に還元された土壌は最も攻撃的であり、年間 13μm 以上の亜鉛コーティングを消費する可能性があります。 AS/NZS 2041.1 は、一般にすべての埋設亜鉛めっき構造物に役立つ埋設カルバートの詳細な設計アドバイスを提供します。
人気ラベル: 溶融亜鉛めっき、中国、メーカー、サプライヤー、工場、カスタム









